










































.17c嫩嫩草色视频牌中空玻(bō)璃膠使用工藝指南
1.一般規定
1.1所有(yǒu)使用.17c嫩嫩草色视频牌(pái)中空玻璃膠的用(yòng)戶(hù)都應直接到本公司(sī)或本公司指(zhǐ)定的銷售商處訂購,以便獲得質量可(kě)靠的產品,並得到強有力的技術支持。
1.2本產(chǎn)品適用於市麵上所有中空玻(bō)璃生產線和一般的雙組分矽酮膠專用(yòng)混合設備(bèi),但用手混(hún)合或手動混合器有可(kě)能達不到滿(mǎn)意的效果和我(wǒ)司所宣稱(chēng)的產品特性。
1.3所有使用本產品的中空玻璃如用於隱框、半隱框玻璃幕牆,在設計製作及加工過程中(zhōng)都應嚴格遵守JGJ 102《玻(bō)璃幕牆工(gōng)程技術規範》相關要求。
1.4為確保中空玻璃膠與中空玻璃和間(jiān)隔條的粘結性、中空(kōng)玻璃(lí)膠不與丁基膠產生不(bú)好的物理、化學反應,中空玻璃(lí)製作所有選用的玻璃(lí)、間隔條和丁基膠都應送(sòng)到本公司進行粘結(jié)性試驗和相容性試驗,在我公司出具(jù)可以使用的報告後才能投入實際製作加工,具體要求見本文附錄3。
1.5用戶在中空玻璃膠的使用過程中若遇到任何(hé)質量或操作技術(shù)方麵的(de)問題,應以最快(kuài)方式通知本公司(sī)技術服務部,我們將提供熱情(qíng)、及時、周到的技術服(fú)務;若(ruò)遇到重大的質量問題(tí),在未得到建議繼續使用的(de)通知之前,應停(tíng)止中空玻璃膠的使用。
2前期準備
2.1中空(kōng)玻璃膠在使用前本(běn)身材(cái)料溫度應不低於10℃,在冬季存儲溫(wēn)度比較(jiào)低時,使(shǐ)用(yòng)前應置入暖房數日後(hòu)再使用。
2.2中空玻璃膠(jiāo)注膠區(qū)溫度10℃~40℃,相對濕度40%~80%,清潔(jié)、無塵、通風,這樣可以獲得較佳的(de)使用效果。
2.3有足夠的室內養護空間,養(yǎng)護區的溫度應不低於10℃。
2.4采用離線低輻射(shè)鍍膜玻(bō)璃加工製作中空玻璃時,其邊部封膠區先要進行除膜處理。
2.5所有的基材被粘部分都應進(jìn)行清洗,除去(qù)灰塵,油汙或其它汙物。清洗後的基材應在1小時(shí)內(nèi)施膠(jiāo)完畢,否則應重(chóng)新進(jìn)行(háng)清洗。如果已清洗的表麵又(yòu)重(chóng)新暴露在雨(yǔ)水或汙物中(zhōng),也應重新進行清洗。
2.6推薦使用專用清洗設(shè)備進行清洗,采用清洗設備清洗應采用該設備說明書指定(dìng)或推薦的清洗液,並按要(yào)求的操作規程進行清(qīng)洗。
2.7無專用清洗機,人(rén)工(gōng)清洗方法按以下步驟:
a)清洗液(yè)應使用粘結性試驗報告(gào)中注(zhù)明的溶劑,在未指明時可使用幹淨的酒精(jīng)、異丙醇(IPA),甲(jiǎ)乙酮(tóng)(MEK)或二甲苯(XYLENE)等(děng)溶劑,其(qí)中後者毒性較大,以使用前兩者更(gèng)為合適。
b)基本的清洗方法為:先用經溶劑潤濕的不脫毛的純棉白布擦洗基材表麵,再用另一(yī)塊潔淨的同一種(zhǒng)抹布在溶劑揮發之前將溶(róng)劑和(hé)汙物從基材表麵擦去(qù),不應使溶劑自然晾幹,以免使汙物重新附著於基材表麵。對於窄而深的接口(kǒu),則需(xū)要將抹布纏繞在幹淨的(de)油灰刀上,用(yòng)力進(jìn)行擦洗。
c)在白色的抹布(bù)被汙染後應及時進行更換,而且浸醮溶劑時應將溶劑從(cóng)容器內傾倒(dǎo)在幹淨的抹布上,而不(bú)是將抹布放入容器中進行(háng)浸醮,否則幹淨的溶劑將被汙染,影響清(qīng)洗效果。
d)上述所用清(qīng)洗液使用過程中應具有良好的(de)通風條件,嚴禁煙(yān)火或(huò)火種,並采取必要的安全防護措施。
2.7 經清洗後的基材(cái)表麵不應有清洗液殘留和印跡,在搬動轉移過程中不造成再次汙染。
3.加(jiā)工過程
3.1為確保混(hún)膠設備是否工(gōng)作正(zhèng)常(cháng),雙組分膠(jiāo)在(zài)每次注膠之前都應進行(háng)混合均勻性(蝴蝶)試驗,方法見本文附錄1;為確保(bǎo)混膠比例的可靠性,在使用過程中每一天都應進行一次(cì)拉(lā)斷時間測試,方法見(jiàn)本文附錄2。
3.2如加工設備是自動生產線,按設備操作規程調整好A、B組分的(de)比例及相應的工(gōng)藝參數後,確認注膠飽滿、密實。
3.3如加工設備是手動注膠加(jiā)工設備,按(àn)以下步驟(zhòu):
a)擠(jǐ)注動作應連續進行,使膠均勻地連續地(dì)以圓柱狀擠出注膠槍嘴,而槍嘴的直徑應小於(yú)注膠接口厚度(dù),以便槍嘴能伸入其二分之一深度。槍嘴應均勻緩慢地移動,確保接口內充滿中空膠,防止槍嘴移動過(guò)快而產生氣泡或空穴。
b)注膠完成後應立即進行修飾,通常的方(fāng)法是用一(yī)刮刀用力將接口外多(duō)出的中空膠向接(jiē)口內壓並順序將接口表麵(miàn)刮平整,使膠與接口的側邊接觸。
3.4在上述工序後,應(yīng)立即在單元(yuán)件上貼上注有(yǒu)日期及編號等內容的標簽,水平搬放到固(gù)化區進行(háng)養護,在搬放過程中不允許中空玻璃內片與外片間產(chǎn)生(shēng)錯位(wèi),否則會影響中空膠的粘結質量(liàng)。
3.5已加工的中空玻(bō)璃應在靜(jìng)止和不受力的條件下養護(hù)足夠的時(shí)間,以使中空膠產生足夠(gòu)的粘合力,經過切膠檢驗合格後的中(zhōng)空玻璃產品才能裝運。
3.6在中空玻璃製作過程中,應進行隨批剝離粘結性試驗,方法見GB 16776,如(rú)果(guǒ)粘結破壞麵積大於5%,應立即停止加工,查找原因,及時進行整改,同時將該批(pī)中空玻璃產品作為重點進行切(qiē)膠剝離粘結性試(shì)驗,若檢驗仍不合格,則應返工重新製作。對於已(yǐ)製作(zuò)完成的中空玻璃(lí),應按GB 16776進行切膠剝離粘結性試驗,中空膠應充分與丁基膠接觸並與玻璃邊平齊(qí),中間不得有氣道、氣泡,與玻璃、鋁隔條粘結良好且粘結破壞麵積應少於5%;否則應追溯檢(jiǎn)查該(gāi)批產品的施(shī)工操作技術,由技(jì)術質量部門提出具體的處理意見。
3.7整個加工過程應做好完整的(de)施工記錄及質量控製試驗記錄。
3.8所有(yǒu)的中空(kōng)玻璃(lí)都應具有識別標記,用(yòng)來追蹤(zōng)製作人員、日期、加工設備和中空膠的批號。
附錄(lù)1 A/B組分(fèn)混合均勻性測定——蝴蝶試驗
1.1將打膠機打出的混合好的膠擠到紙(尺(chǐ)寸相當於(yú)A4複印紙(zhǐ)大小)中間(jiān)5~10克,折合紙將膠壓平。
1.2打開紙檢查膠樣,混合均勻的膠應(yīng)顏色均一,深(shēn)淺度一致,無異(yì)色條紋,如果膠出現異色條紋,則表明混膠(jiāo)不均勻,應查找原因,問題解(jiě)決後才能使用。
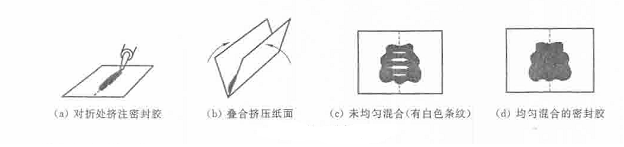
蝴蝶試驗示意圖(tú)
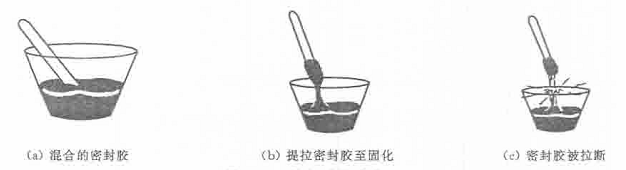
附錄2 拉(lā)斷時間測(cè)試程序
本方法(fǎ)是(shì)用於測定雙組分中(zhōng)空膠的固化速(sù)度,用以確定A組分與B組分之間的比例。
2.1在燒杯或其它容(róng)器中放入適量的的混合均勻(yún)的(de)密封膠;
2.2將一條(tiáo)小圓棒或油灰刀浸入一部分到膠料中,並從膠料混合時開(kāi)始計時;
2.3每隔5分鍾,將小圓棒(油灰刀)從膠料中抽(chōu)出,並觀察(chá)膠料扯(chě)起部分(fèn)是否(fǒu)發生突然斷裂;
2.4如果未發生斷(duàn)裂,重複步驟2和3,直(zhí)到膠料(liào)發生突然斷裂,記錄從開始計時到拉斷時的時間;
2.5正常比例的雙組分產品在標(biāo)準條(tiáo)件下(溫度(dù)(23士2)℃、相對濕度(50士5)%)拉斷時間應在(zài)20到60分鍾之(zhī)間(jiān)。拉斷時間受環境溫度和混合比例影響大,如需(xū)要調節拉斷時間,必須在A組(zǔ)分/B組分推薦的比例內進行調節(jiē)。
注:(1) 我公司雙(shuāng)組分產品在一般情況下,A/B的體積比為10/1,用戶可以在A/B=9:1~11:1(體積(jī)比)之間調節。
(2) 固化劑活性高,極易因(yīn)水解而失效,用戶應注意密封保存。
拉斷時間試驗示意圖
附錄3關於粘結性/相容性試驗的一些具體要求
3.1粘結性試驗:每次試驗需要用到尺寸大於150mm×75mm的玻(bō)璃、長(zhǎng)度大於100mm的間隔條分別不少於3件。
3.2相容性試驗:所有裝配設計中與(yǔ)密(mì)封膠接觸的輔助(zhù)材(cái)料,如丁基膠等都需進行相容性試驗(yàn),丁基膠可(kě)塗抹在間隔條上,試驗所用的每種材料長度不少於100mm。
3.3最好用特(tè)快專遞(EMS)寄送(sòng)樣品,以防止樣品(pǐn)丟失和(hé)及時進行試驗,同時要注意包裝良好以(yǐ)免樣品破損。
3.4收(shōu)到材料後,粘結性試驗(yàn)通常需要21天,相容性試驗通常需要36天。為了不影響加(jiā)工工期,請預留足夠時間,盡早送樣。
4.用量估算見表(biǎo)1:
表1 每組.17c嫩嫩草色视频牌(180L+19L) 雙組分密封膠(jiāo)施工長度(m)
|
厚度mm |
寬度(dù) mm |
||||||
|
7 |
9 |
12 |
15 |
18 |
21 |
24 |
|
|
6 |
4738 |
3668 |
2751 |
2201 |
2064 |
1572 |
1375 |
|
9 |
/ |
2446 |
1834 |
1467 |
1375 |
1048 |
917 |
|
12 |
/ |
/ |
1375 |
1101 |
1031 |
786 |
688 |
注:密封膠的實際用量(liàng)會因接口設計、襯墊材(cái)料的安(ān)裝位(wèi)置、修整技術以及工地的損耗量而(ér)不一致。
使用者注意:本文所刊載的都是我們認為可靠的資料,由於實際情況千差萬別,我們不可能對所有情況一概了解,所以不能保(bǎo)證(zhèng)我們(men)的產品在某些用法與用途上正確性和適用性。用戶在使用產品之前應詳細了解產品,然後自行決定最佳的使(shǐ)用方法。
維碼") 關注公眾號
關注公眾號
搜索曆史清(qīng)除全部記錄
- 全部
- 產品管理
- 新聞資訊(xùn)
- 介紹內容
- 企業網點(diǎn)
- 常見問題(tí)
- 企業視頻
- 企業圖冊(cè)

